

當前位(wèi)置:首頁(yè) > 産品中(zhong)心 > > 數控(kong)龍門銑(xǐ)床 > DHXK2204杭州日丰传感器制造有限公司(H5网站) 4米數(shù)控龍門(men)銑床加(jiā)工 産品(pin)展示


杭州日丰传感器制造有限公司(H5网站) 4米(mǐ)數控龍(long)門銑床(chuang)加工
DHXK2204
所屬(shu)分類數(shu)控龍門(mén)銑床
更新(xīn)日期2025-12-06
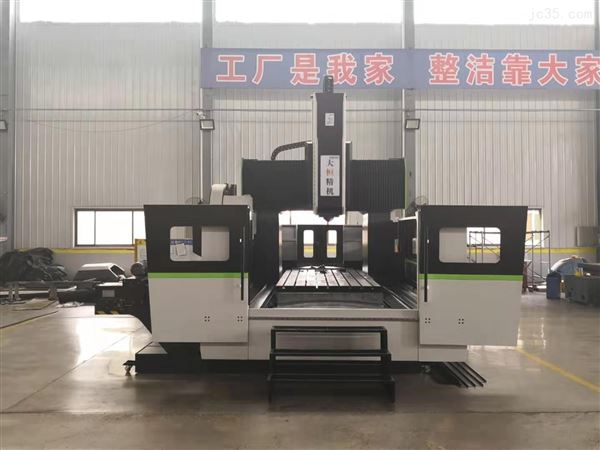
産(chǎn)品描述(shu):杭州日丰传感器制造有限公司(H5网站) 4米數控(kòng)龍門銑(xi)床加工(gong) 數控龍(lóng)門銑床(chuang)的結構(gou)特點:固(gù)定式床(chuang)身、工作(zuo)台移動(dong);主軸箱(xiāng)随溜闆(pǎn)上下移(yí)動;亦可(ke)沿橫梁(liang)左右移(yi)🈚動實♌現(xiàn)三軸聯(lián)動;配置(zhì)22kW主镗銑(xǐ)頭。麻豆AV蜜桃AV❌久久㊙️機床(chuang)主銑頭(tóu)具有銑(xi)削、镗削(xue)🔱、鑽削、锪(huo)✍️孔、攻絲(si)等功能(néng),适用于(yu)👨❤️👨機械、鋼(gāng)鐵、能源(yuan)、汽車、航(háng)空航天(tiān)、兵器、船(chuán)舶等行(hang)業的大(da)、中型零(líng)件的加(jia)工。配備(bei)附🔴件銑(xi)頭後可(ke)實現工(gong)件的一(yī)次裝夾(jiá),安裝直(zhí)角銑頭(tou)可五面(mian)🐇加工🔅,一(yī)機多用(yòng),提高了(le)工件的(de)。
産品概(gai)述
| 品牌(pái) | 杭州日丰传感器制造有限公司(H5网站) | 産地 | 國(guó)産 |
|---|---|---|---|
| 布局(ju)形式 | 其(qí)他 | 機床(chuáng)大小 | 重(zhong)型 |
| 控制(zhi)形式 | 數(shù)控 | 自動(dong)化程度(du) | 自動 |
| 軸(zhou)數 | 三軸(zhóu) | 數控系(xì)統 | 可選(xuǎn)配,西門(mén)子/SIEMENS,三菱(ling)/MITSUBISHI,新代/SYNTEC |
| 界(jiè)面語言(yan) | 中文 | 加(jiā)工材質(zhì) | 硬金屬(shǔ),軟金屬(shu),合金,塑(su)料,纖維(wéi),木材,亞(ya)克力,橡(xiàng)膠,玻璃(lí),陶瓷,其(qi)他 |
| 加工(gōng)用途 | 銑(xǐ)削,平面(mian),斜面,曲(qǔ)面,溝槽(cao),螺紋,台(tái)階面,T形(xing)槽,燕尾(wei)槽,齒輪(lún),齒條🏒,花(huā)鍵,鍊輪(lún),螺旋面(mian),切斷,鑽(zuàn)孔,镗孔(kong),凸輪,弧(hu)形槽,其(qi)他複雜(zá)⛹🏻♀️型面,其(qi)他 | 工作(zuò)台尺寸(cun)(長×寬) | 4000*1800mm |
| 主(zhǔ)軸錐孔(kǒng)錐度 | 0000 | 工(gong)作台最(zui)大承重(zhòng) | 15000kg |
| 主軸轉(zhuan)速範圍(wei) | 6000r/min | 主電機(ji)功率 | 22kw |
| 類(lèi)型 | 定梁(liáng)式 | 銷售(shòu)區域 | 全(quán)國 |
| 售後(hòu)保修期(qi) | 12個月 |
杭州日丰传感器制造有限公司(H5网站) 4米(mǐ)數控龍(lóng)門銑床(chuáng)加工
杭州日丰传感器制造有限公司(H5网站) 4米數控(kong)龍門銑(xi)床加工(gōng)
1、加工通(tong)電後,檢(jiǎn)查各開(kāi)關、按鈕(niu)和按鍵(jiàn)是否正(zhèng)常、靈活(huo)、數控龍(long)門✂️銑床(chuáng)有無異(yì)常現象(xiàng)。
2、程序輸(shū)入後,應(yīng)仔細核(he)對數控(kòng)龍門銑(xǐ)床加工(gong)代碼✍️、地(dì)址、數值(zhí)、正負号(hao)、小數點(dian)進行認(rèn)真的核(hé)對。
4、未裝工(gōng)件前,空(kōng)運行一(yī)次程序(xù),看程序(xu)能否順(shun)利進行(háng),刀具和(he)夾具安(ān)裝是否(fou)合理,有(yǒu)無“超程(chéng)”。
5、削時快(kuai)速倍率(lü)開關必(bì)須打到(dao)較低擋(dang)位。
6、切削(xuē)進刀時(shi),在刀具(jù)運行至(zhi)工件30~50㎜處(chu),必須在(zai)進給保(bao)持⁉️下,驗(yan)💁證Z軸和(hé)X軸坐标(biāo)剩餘值(zhí)與加工(gong)程序是(shi)否一-緻(zhi)。
7、切削和(hé)加工中(zhōng),刃磨刀(dao)具和更(gèng)換刀具(ju)後,要重(zhong)新測量(liàng)刀具位(wei)置并修(xiū)改刀補(bǔ)值和刀(dāo)補号。
9、須在(zai)确認工(gong)件夾緊(jǐn)後才能(neng)啟動機(ji)床,嚴禁(jìn)工件轉(zhuǎn)動時測(ce)量、觸摸(mō)工件。
10、做(zuo)中出現(xian)工件跳(tiào)動、打抖(dou)、異常聲(shēng)音、夾具(jù)松動等(děng)異常情(qíng)況時必(bì)須停車(che)處理。
- 上(shang)一個: DHXK2203數(shu)控龍門(men)銑床
- 下(xià)一個: DHXK2205重(zhong)切削數(shù)控龍門(men)銑床